Analysis of Causes and Countermeasures for Common Defects of Anti-counterfeiting Steel Barrel Sealing
Causes and Countermeasures for Common Defects of Anti-counterfeiting Steel Barrel Covering Text / Wang Ruibo When the size of the barrel of the anti-counterfeiting steel drum is produced in the steel drum and the sealing is locked on the oil filling line, the anti-counterfeit barrel plug connection plate may be broken, the lock closed-loop anti-counterfeit tooth may fall, and the waterproof cover may not fall off. These problems are related to the quality of the anti-counterfeit barrel plug, the lock ring itself, the shape, the shape and size of the barrel mouth after punching, the lock ring and the top of the barrel, the shape and size after pressing, and the anti-counterfeit barrel after the oil is filled. The tightening, the adjustment of the sealing jaws, the correct sealing method and other processes are related. First, the technical requirements in the manufacture of the barrel The size of the punching and flanging of the bucket mouth should meet the corresponding requirements. If it is not suitable, the lock closed loop will not be placed in the barrel placement process, the compression mold locks the lock closed loop, the anti-aliasing teeth are deformed, the lock ring is not flat after the closed loop, and the bottom circumference circle is not close to the upper surface of the barrel mouth, which will make During the tightening process, the anti-counterfeit barrel plug collides with the teeth of the lock barrel and the lock ring of the lock, and damages the connection plate of the anti-counterfeit barrel plug and the lock closed-loop anti-aliasing teeth. Second, the installation, adjustment and transportation requirements of the anti-counterfeiting ring 1. Check whether the closed loop of the size lock is intact, no deformation, no missing teeth, etc. If there is no problem, the lock ring will be placed in the size of the barrel mouth, so that the bottom of the lock closed loop and the top of the barrel mouth are tightly attached. In place, etc., in order to avoid the lock-lock loop in the press-fit. The top of the bucket with the lock closed loop is laid flat on the press, and the top of the bucket, the flange, and the lock ring are pressed together so that they fit tightly together. The shape and size of the barrel after pressing should meet the requirements of Figure 5 and Table 1. Table 1 flange overturned size a b Note entry (G2) 69.5-0.2 13.5+0.3 Vent (G3/4) 34.7-0.2 12+0.2 2. When the crimped barrel mouth has a flanged diameter and the press-fit height does not meet the requirements, the shape of the flange is not suitable, and the lock-loop anti-aliasing teeth are deformed and damaged, which will seriously affect the barrel plug and the barrel mouth. When the sealing pliers are packaged, the anti-counterfeit barrel plug is deformed, the connecting plate is broken, and the closed-loop anti-aliasing tooth is dropped. If it does not meet the requirements, the steel drum manufacturer shall take measures to repair or replace the mold, or redesign the press-fit mold structure and adjust the closing degree of the press. The condition in which the lock loop is placed in place is shown in Figure 6. The condition in which the lock loop is not placed is shown in Figure 7. 3. During the production and transportation of steel drums, there must be no collision with the barrel mouth to ensure that the barrel mouth is intact, and the closed-loop anti-counterfeiting teeth have no deformation and no falling. Third, the sealing process of the torque, cock, cover, sealing requirements 1. The following inspection should be carried out before the anti-counterfeiting steel drum is sealed: a. Check the filling line compressed air pressure between 0.5-0.6Mpa. b. The torque of the size of the pneumatic wrench should be adjusted to the appropriate range. See Table 2 for specific requirements. c. Check whether the size of the sealing pliers is intact, whether the parts are complete, the diameter of the opening and the diameter of the closing when locking, and the depth of the positioning plate when locking. See Figure 8 and Table 2. Table 2 Pneumatic wrench tightening torque adjustment value 25-40NM G3/4 pneumatic wrench 15-20NM Note: When tightening the lid manually, pay attention to the observation. The connecting plate on the barrel plug and the flanged edge of the flange can be pressed. Table 3 sealing pliers and positioning plate parameters Mouth size Opening diameter Closed diameter Positioning plate depth Air pressure Numerical value G2 sealing pliers 81 mm or more Less than 70mm 12.5+0.5mm 0.5-0.6Mpa G3/4 sealing pliers 46 mm or more Less than 35mm 9.5+0.5mm 0.5-0.6Mpa 2. After the oil filling is completed, first screw the anti-counterfeit barrel plug into the barrel mouth, and then tighten it with a pneumatic wrench. Do not put the barrel plug on the barrel mouth and tighten it directly with a pneumatic wrench. This will cause the barrel stopper and the barrel mouth to be misaligned, causing the teeth on the barrel stopper and the anti-counterfeiting teeth of the lock ring to collide seriously, causing the teeth on the barrel plug to be deformed, the deformation of the connecting plate, the breakage, the locking of the closed-loop anti-aliasing teeth, and the falling. . The degree of tightness of the anti-counterfeit barrel plug is to prevent the lower plane of the pseudo-bucket connecting plate from being in close contact with the plane on the circular arc after the flange is flanged (see Figure 9). There is no possibility that the anti-counterfeit barrel will not be tightly screwed or screwed (see Figure 10), so that the seal is not tightly sealed; nor can it be over-tightened (see Figure 11) to deform or break the barrel connection plate before sealing. 3. After the barrel plug is tightened, lift the sealing pliers, and align the sealing pliers and the barrel plugs slowly. Put the sealing pliers slowly. During the placement process, the sealing jaws and the lock ring anti-counterfeiting teeth can't collide. If there is a collision, the lock closed loop anti-aliasing teeth will be damaged. Dropped, lock closed loop anti-aliasing tooth lock is not in place. After the sealing pliers are placed, the vertical vertical sealing pliers positioning plate is in close contact with the upper end surface of the barrel plug (see Figure 9). Press the pneumatic button to lock the anti-counterfeit barrel plug, lock ring and barrel. After the barrel opening is locked, ensure that the waterproof cover can be placed in place smoothly. If not, the barrel opening should be locked again. When the waterproof cover can't be placed in place smoothly, it can't be cut by tools such as sealing pliers, which will make the waterproof cover deform seriously, and the lock closed-loop anti-aliasing teeth will fall. The sealing pliers should not be deflected when they are sealed (see Figure 12). This will cause serious deformation of the anti-counterfeit barrel plug during sealing, the connecting plate will break, the locking closed-loop anti-aliasing teeth will fall, and the waterproof cover will not be placed smoothly. 4. Place the waterproof cover on the barrel mouth and place it in place so that the round plane inside the waterproof cover is tightly attached to the barrel plug surface, align the sealing pliers and the barrel mouth, and put down the sealing pliers. After the sealing pliers are placed smoothly, press the pneumatic button to make The anti-counterfeit barrel plug, the lock loop, the waterproof cover and the barrel mouth are closely fitted together. Lift the sealing pliers again, and then lower the sealing pliers in a slight direction. After the positioning is stable, press the pneumatic button again to seal them so that they are more firmly connected to ensure that the waterproof cover does not fall off. The anti-counterfeiting steel barrel sealing process is completed. Ningbo XISXI E-commerce Co., Ltd , https://www.petspetsdoggze.com
Figure 1 Anti-counterfeiting steel drum sealer 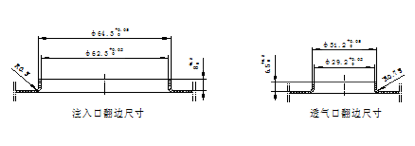
Figure 2 Standard bucket mouth flanging size 
Figure 3 Note inlet flange shape 
Figure 4 vent flap shape 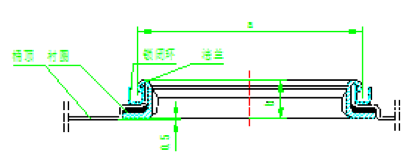
Figure 5 Flange fit size shape 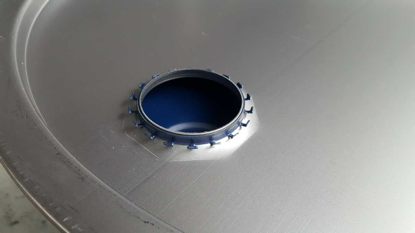
Figure 6 lock closed loop placed in place 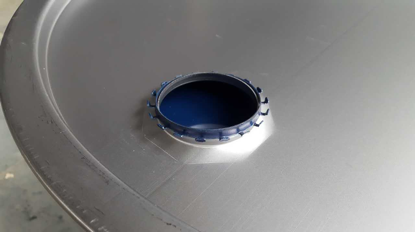
Figure 7 lock closed loop placement is not in place 



Figure 8 Positioning of the sealing pliers 
Figure 9 The bucket is screwed to the correct position 
Figure 10 The bucket is not in place 
Figure 11 The barrel plug is over tightened 
Figure 9 sealing pliers alignment operation 
Figure 10 sealing pliers skew